
LA FASE DI PRODUZIONE E COSTRUZIONE
La fase di produzione intrapresa da Galloppini Legnami si avvale di standardizzazione dei pezzi e di ridondanza strutturale quali espedienti per ridurre il numero di elementi differenti a solo 4 pezzi, uguali ma specchiati a due a due. Inoltre, grazie al lavoro delle macchine CNC utilizzate durante la fase di produzione, si riesce a prefabbricare tutti gli elementi necessari al montaggio con una tolleranza di precisione di alcuni decimi di millimetro, pressoché scongiurando la presenza di errori produttivi. Il lavoro delle macchine a controllo numerico necessita tra i 2,5 ed i 3 minuti a pezzo, piallatura e impregnatura escluse e a seconda del tipo di fresata richiesto: oltre alle normali fresature per permettere il reciproco incastro tra aste alcuni pezzi presentano infatti un taglio a 45°, necessario nell’ultima fase di montaggio per inserire e ruotare gli elementi verticali in modo da garantire il vincolo d’incastro.

Le tolleranze di incastro stabilite da Galloppini Legnami si attestano a un valore pari a 1,5 mm. Questo scaturisce non dalla precisione di lavorazione delle macchine a controllo numerico, che operano con tolleranze di appena 0,1 mm, bensì dal comportamento fisico-igrometrico del legno. Una volta in opera, infatti, gli elementi il legno lamellare presentano un’umidità di equilibrio in un range di 13-16%, superiore a quella presente durante la fase di produzione (10-11%). L’aumento dimensionale atteso, prevalentemente nelle direzioni radiale e tangenziale, raggiunge pertanto valori percentuali dell’ordine del 1-2% -valore che si traduce, con le sezioni di progetto, in aumenti di 0,5-1 mm. Gli stati di sovratensione derivanti, ad ogni modo, non hanno ripercussioni sul comportamento statico della struttura, in conseguenza dell’elevato numero di nodi che possono assorbire tali variazioni.
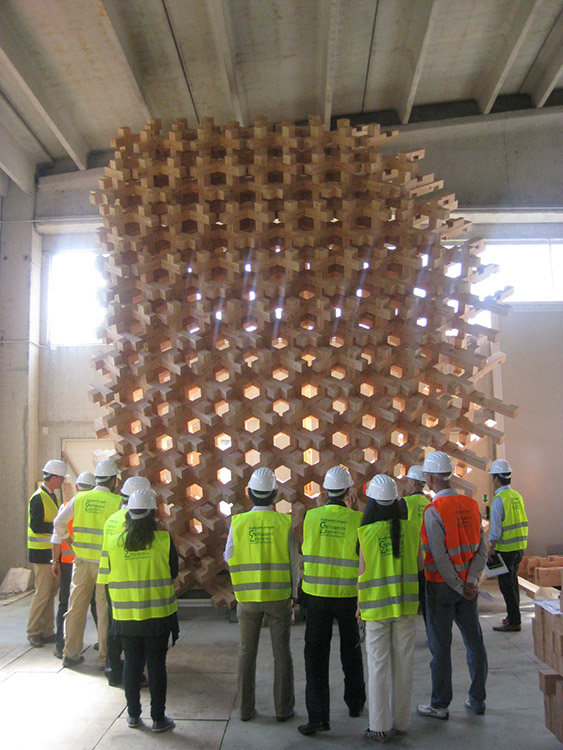
La fase di montaggio in opera è stata preceduta dall’assemblaggio, presso gli stabilimenti produttivi di Galloppini Legnami, di un mock-up in scala 1:1 al fine di verificare il corretto incastro e funzionamento degli elementi lignei prodotti con macchine CNC. Dal mock-up si è notato un disallineamento verticale dei nodi di circa 3 mm ogni metro di altezza, questione ad ogni modo agevolmente risolta con l’ausilio di viti in determinati nodi localizzati (principalmente vicino alla fondazione e nella parte alta delle singole travi).

Una volta appurata l’assenza di problematiche di tipo costruttivo si è proceduto al trasporto della struttura risulta, facilitato dall’adozione di elementi snelli e facilmente trasportabili. Il reticolo prevede infatti l’utilizzo di aste dalle dimensioni limitate (appena 208 cm di lunghezza per 11,5 di lato della sezione trasversale quadrata), permettendo un trasporto agevole anche in zone poco accessibili. A Expo Milano 2015 ogni elemento ha un volume totale di circa 27500 cm3 ed è quindi possibile trasportare più di 1600 pezzi su un auto-treno di normali dimensioni commerciali. Si aprono così vari scenari di applicazione, da sistemazioni montane ad interventi in centri storici come, ad esempio, opere di messa in sicurezza, facendo dialogare storia, architettura e ingegneria attraverso l’utilizzo del legno.

Il cantiere presso l’area Expo inizia con il getto del cordolo in c.a., maturato il quale viene disposta la radice di appoggio in legno lamellare. Questa viene fissata al basamento tramite elementi in carpenteria metallica (barre filettate, piatti e dadi) ed è sagomata in modo da conferire una pendenza di circa 35° (pendenza del 70%) alla soprastante griglia orizzontale di partenza. Si realizza quindi la griglia stessa, fissata alla radice con due viti a tutto filetto presso ciascun nodo di giunzione tra i due elementi. Si procede con l’inserimento degli elementi verticali, dunque di ulteriori griglie orizzontali. La successiva fase prevede l’inserimento di elementi verticali calati dall’alto, che si incastrano mediante una rotazione del pezzo stesso: questo passaggio blocca solidarmente tutti i pezzi insieme, creando uno stato di coazione strutturale. Reiterando il processo descritto con ulteriori griglie orizzontali ed elementi verticali si giunge fino al completamento della struttura: ogni elemento risulta ora vincolato con altri 8 a esso perpendicolari. In ultimo la sommità della parete viene assicurata alla retrostante struttura principale tramite tenditori in acciaio zincato e opportuni elementi di fissaggio delle piastre a essi connesse (viti e bulloni).


In fase di montaggio il carattere autoportante delle pareti del padiglione diviene peculiarità quasi unica: la proposta costruttiva non necessita infatti l’ausilio di sostegni esterni durante la realizzazione. Il sistema prende forma a partire da un basamento in c.a. al quale è vincolata, attraverso dei tirafondi, una banchina di partenza con i primi intagli necessari. I successivi elementi vengono posti senza l’ausilio di sostegni esterni, essendo autoportante la struttura. Le fasi di montaggio sono progressive e univocamente determinate, al tempo stesso rapide trattandosi di una sequenza di collegamenti in sola carpenteria lignea.

Il sistema costruttivo proposto ha il vantaggio di poter essere smontato agevolmente, seguendo il procedimento inverso alla sua realizzazione, e ricomposto in altra sede, aprendo a varie finalizzazioni e destinazioni d’uso in ottica di sostenibilità ambientale. Se trattato e adeguatamente protetto il legno è un materiale che può durare a lungo, previa considerazione in sede progettuale circa la protezione da attacchi organici spesso dovuti a ristagno di acqua.

















